 在線客服
在線客服


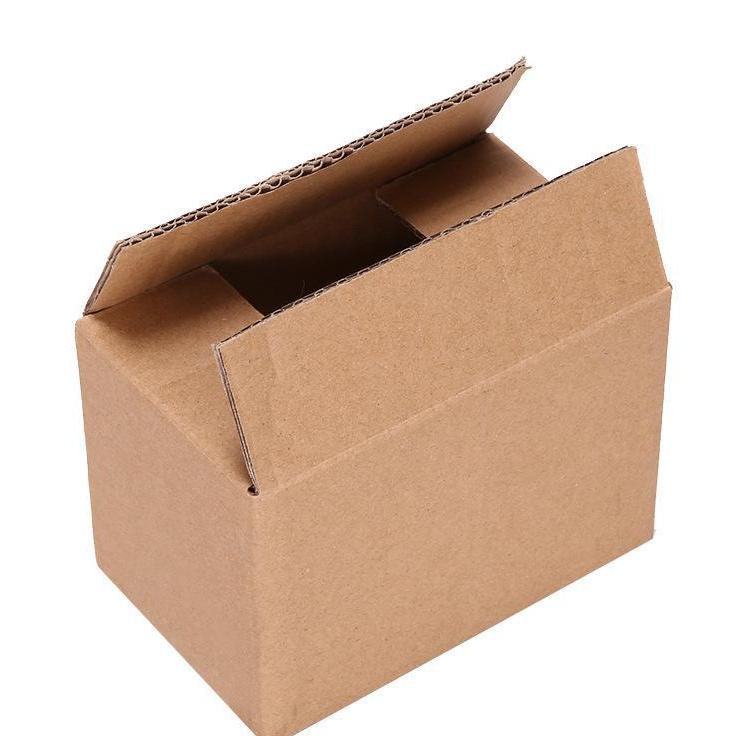
1、人為(wéi)因素導致紙箱定(dìng)製加工壓線不良
在紙箱生產過(guò)程中,印刷人員對壓線(xiàn)自我認識不足(zú),認(rèn)為隻要不壓爆就行。壓爆線了就(jiù)要負責,所有(yǒu)幹脆就降低(dī)壓線力度。其次是對壓(yā)線調整不當,隻加重壓線輪的壓力,不去調整預壓輪的壓力(lì),那麽(me)這樣紙箱壓線就容易爆線,那麽操作人員更加不願意去加重壓線的壓力。所以導致紙箱壓線不良。
紙箱定製(zhì)加工壓線操作規程:
1.壓線一定要深,根據不同的材質和槽型進行合理調整
2.水分低、克重低的產品應加大預壓輪壓力,采用二次預壓方式
3.預壓輪與五層紙箱的間隙應為紙板厚度的21
4.生產三層紙(zhǐ)板時(shí),預壓輪間隙為紙板厚度的41
5.五層壓輪應控製在1.8mm——2mm,三層紙板(bǎn)的壓榨(zhà)間隙應控製在1.2——1.5mm
2、設備因素導致壓線爆線
設備因素主要是壓線輪設計不正確部符合公司產品(pǐn)特點。其次是壓輪和預壓(yā)輪在運行中跳(tiào)動過大,壓紙不穩,導致紙(zhǐ)板上(shàng)壓力不均,造成有的爆線,有(yǒu)的不爆線。最後是設備(bèi)維修不到位,壓輪間隙(xì)不平行,造成四(sì)條壓線(xiàn),一條爆,另一條好等。
紙箱定製加(jiā)工設備改進:
1.根據本公司產(chǎn)品設計線(xiàn)輥的線(xiàn)寬和線深
2.預壓輪曲線不(bú)宜過寬,R角不(bú)宜過小
3.壓(yā)線軸承在高速旋轉時不(bú)宜跳動過大
4.壓輪直徑增大
5.定期校正壓輪與預緊輪間隙。









